- 来源:领夏教育
- 作者:知行老师
- 发布:2022年11月27日
基本设计守则
塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个出模角。若产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且在模具开启後,产品脱离模具的过程会相信十分困难。要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,出模角的考虑在产品设计的过程是不可或缺的因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
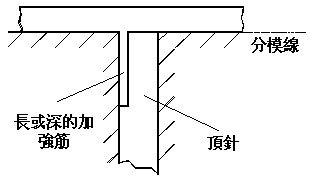
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。此外,当产品需要长而深的肋骨及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表