- 来源:领夏教育
- 作者:知行老师
- 发布:2022年11月28日
基本设计守则
扣位提供了一种不但方便快捷而且经济的产品装配方法,因为扣位的组合部份在生产成品的时候同时成型,装配时无须配合其他如螺丝、介子等紧锁配件,只要需组合的两边扣位互相配合扣上即可。
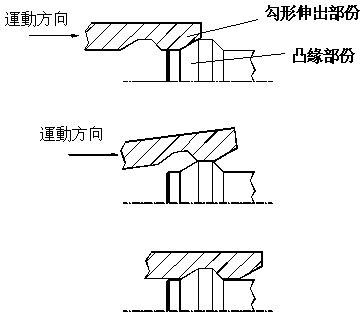
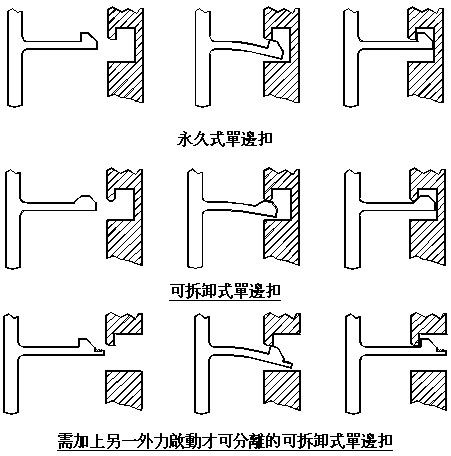
扣位的设计虽可有多种几何形状,但其操作原理大致相同:当两件零件扣上时,其中一件零件的勾形伸出部份被相接零件的凸缘部份推开,直至凸缘部份完结为止;及後,藉着塑胶的弹性,勾形伸出部份即时复位,其後面的凹槽亦即时被相接零件的凸缘部份嵌入,此倒扣位置立时形成互相扣着的状态,请参考扣位的操作原理图。
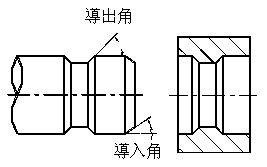
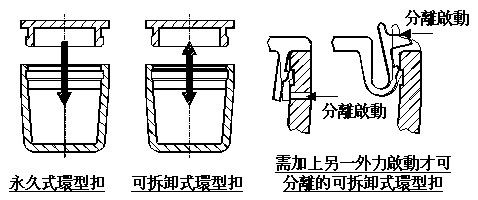
如以功能来区分,扣位的设计可分为成永久型和可拆卸型两种。永久型扣位的设计方便装上但不容易拆下,可拆卸型扣位的设计则装上、拆下均十分方便。其原理是可拆卸型扣位的勾形伸出部份附有适当的导入角及导出角方便扣上及分离的动作,导入角及导出角的大小直接影响扣上及分离时所需的力度,永久型的扣位则只有导入角而没有导出角的设计,所以一经扣上,相接部份即形成自我锁上的状态,不容易拆下。请叁考永久式及可拆卸式扣位的原理图。
若以扣位的形状来区分,则大致上可分为环型扣、单边扣、球形扣等等,其设计可参阅下图。
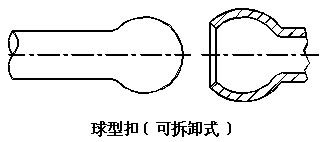
扣位的设计一般是离不开悬梁式的方法,悬梁式的延伸就是环型扣或球型扣。所谓悬梁式,其实是利用塑胶本身的挠曲变形的特性,经过弹性回复返回原来的形状。扣位的设计是需要计算出来,如装配时之受力,和装配後应力集中的渐变行为,是要从塑料特性中考虑。常用的悬梁扣位是恒等切面的,若要悬梁变形大些可采用渐变切面,单边厚度可渐减至原来的一半。其变形量可比恒等切面的多百分之六十以上。
扣位装置的弱点是扣位的两个组合部份:勾形伸出部份及凸缘部份经多次重覆使用後容易产生变形,甚至出现断裂的现象,断裂後的扣位很难修补,这情况较常出现於脆性或掺入纤维的塑胶材料上。因为扣位与产品同时成型,所以扣位的损坏亦即产品的损坏。补救的办法是将扣位装置设计成多个扣位同时共用,使整体的装置不会因为个别扣位的损坏而不能运作,从而增加其使用寿命。扣位装置的另一弱点是扣位相关尺寸的公差要求十分严谨,倒扣位置过多容易形成扣位损坏;相反,倒扣位置过少则装配位置难於控制或组合部份出现过松的现象。
不同材料的设计要点
——PA——
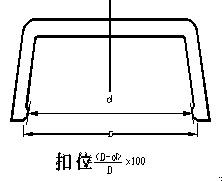
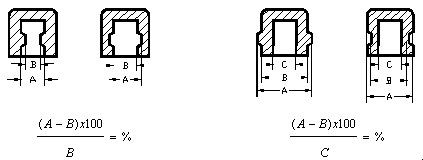
免时,特别的造模零件是可以达致以上效果。另一种可得到倒扣效果的设计是考虑塑胶物料的特性。利用塑胶柔软的变型,将倒扣的地方强顶出模具,但通常要注意不会把倒扣的地方括伤。以下是扣位的计算方式。尼龙的百份比在5% 左右。脱模角大一点和倒扣的地方离底部高时是可有10%。

——PBT——
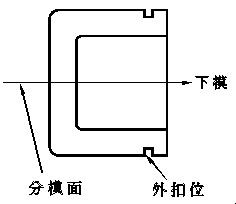
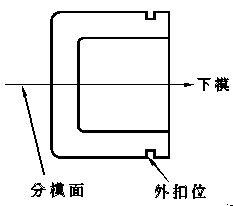
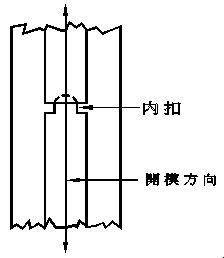
扣位有分内扣和外扣,外扣的可利用分模面做成,内扣的可用变形方式或对碰方式出模。内扣的可利用算式计算扣位百份率,一般在6%左右,玻璃充填的约在1%左右。
——POM——
扣位必须为弧形或转角弧度要大,方便塑胶成品容易滑过模具表面。并且减少脱落时应力集中的现象。内置扣位通常比外置扣位难脱模,因塑胶收缩时将模蕊抓紧,外置式的就刚好相反而易於脱模。较高的模具温度使成品较热,易於弯曲变形而易於顶出模具,POM的扣位百份率可以比较大,可有5%。
——PS——
基本上扣位的设计是不鼓励,但由於设计上的需要,则模具上使用凸轮、模蕊推出或其它装置以达成设计要求。