- 来源:领夏教育
- 作者:知行老师
- 发布:2022年11月28日
基本设计守则
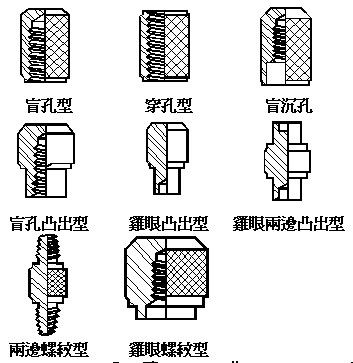
塑胶内的入件通常作为紧固件或支撑部份。此外,当产品在设计上考虑便於返修、易於更换或重复使用等要求时,入件是常用的一种装配方式。但无论是作为功能或装饰用途,入件的使用应尽量减少,因使用入件需要额外的工序配合,增加生产成本。入件通常是金属材料,其中以铜为主。
入件的设计必须使其稳固地嵌入塑胶内,避免旋转或拉出。入件的设计亦不应附有尖角或封利的边缘,因为尖角或封利的边缘使塑胶件出现应力集中的情况。
入件的成型方式分为同步成型嵌入和成型後嵌入两种 :
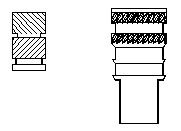
(1) 同步成型嵌入
同步成型嵌入是在部件成型前将入件放入模具之中,在合模成型时塑料会将入件包围起来同时成型。若要使塑料把入件包合得好,必先预热後才放入模具。这样可减低塑料的内应力和收缩现象。
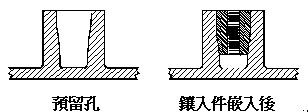
(2) 成型後嵌入
成型後嵌入是将入件用不同方式打入成型部件之中。所采用的方法有热式和冷式,唯原理都是利用塑胶的热可塑特性。热式是将 入件预先在嵌前加热至该塑胶部件融化的温度,然後迅速的将入件压入部件上特别预留的孔中冷却後成型。冷式一般是使用超声波焊接方法把入件压入。用超声波的方法所得到的结果比较一致和美观,而预热压入在工艺上要控制得好才有好的效果。否则出现入件歪斜、位置不正、塑料包含不均匀等现象形成坏品。正常情形下 入件是在塑胶成品平面对齐或有些微的在平面之上以减少塑胶内的应力。